
Језик

Резиме чланка
Папирне цеви се појављују свуда - амбалажа, текстил, етикете, заштитна језгра, чак и конструкцијски облици. Али у тренутку када потражња расте, многи произвођачи погађају исти зид: недоследна чврстоћа цеви, неуредне линије лепка, нестабилни пречници, висока стопа отпада и непријатно време застоја узроковано застојима и спорим променама. Овај водич разлаже шта обично пође по злу у производњи папирних цеви, шта треба проценити пре куповине опреме и како изградити стабилан, поновљив процес који даје јаке, чисте цеви спремне за купца. Такође ћете пронаћи практичну листу за проверу, упоредну табелу кључних карактеристика машине и често постављана питања која ће подржати боље одлуке о куповини.
Садржај
Ако сте икада имали „савршену“ цев у понедељак и талас одбијања у четвртак, нисте сами. Производња папирних цеви је варљива осетљиво: мале промене у влажности папира, вискозности лепка, напетости намотаја или оштрини сечива могу изазвати одступање квалитета. Када се купци жале, обично нису само избирљиви – њихове машине низводно (штампање, сечење, премотавање, ламинирање, текстилно намотавање) су такође осетљиви. Ево тачака бола које купци најчешће помињу, плус оно што обично стоји иза њих.
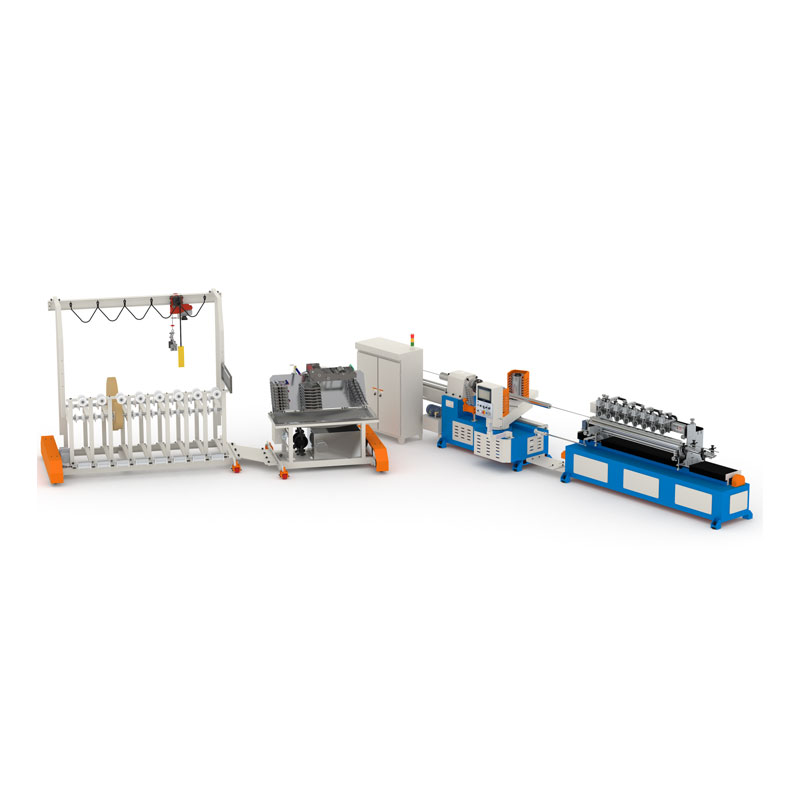
Поузданмашина за папирне цевине само „трчи“. Помаже вашим оператерима да га раде на исти начин сваке смене — тако да ваше цеви остају стабилне чак и када се обим производње повећа или се ново особље придружи линији.
Различите индустрије воде рачуна о различитим толеранцијама, али већина купаца процењује цеви користећи исту прегршт исхода: фит, снагу, површине и квалитета сечења. Ако желите мање спорова и бржа одобрења, унапред дефинишите своје интерне циљеве.
| Куалити Итем | Зашто је то важно купцима | Типични основни узроци када не успе |
|---|---|---|
| Стабилност унутрашњег пречника | Спречава колебање, клизање и вибрације на вратилима за премотавање или штампање | Хабање трна, померање затезања, неусклађеност папира, неуједначен притисак намотаја |
| Заобљеност (низак овал) | Побољшава пристајање и смањује оштећење ивица током трчања великом брзином | Неуравнотежена напетост, недоследна дебљина папира, лоше поравнање алата |
| Снага везе и интегритет слоја | Зауставља раслојавање, колапс и пуцање језгра | Погрешан вискозитет лепка, мала покривеност, недовољно време очвршћавања, влага папира |
| Чистоћа ивица резања | Смањује прашину, побољшава сигурност руковања, подржава чист изглед паковања | Тупа сечива, неправилна брзина резача, вибрације, погрешно увлачење |
| Изглед површине и контрола лепка | Важно за брендирано паковање и малопродајне цеви | Прекомерно наношење лепка, неуједначен премаз, нестабилно напајање, прљави ваљци |
Обратите пажњу на тему: машина је само пола приче. Најбољи резултати долазе од дизајна машине која подржава конзистентне параметре, плус производни тим који мери и стандардизује.
Пре него што упоредите моделе, дефинишите своју „породицу“ цеви. Машина која се истиче индустријским језграма дебелих зидова може бити неефикасна за кратке цеви за паковање танких зидова и обрнуто. запитајте се:
Када мапирате свој микс производа, изаберите конфигурацију машине која штити „тврде делове“: стабилна напетост намотаја, контролисано наношење лепка, прецизно сечење и поновљива подешавања између величина. Овде вам искусан произвођач може уштедети месеце покушаја и грешака.
на пример,Вензхоу Феихуа Принтинг Мацхинери Цо., Лтд.подржава купце који желе поуздану линију папирних цеви која може бити конфигурисани око њиховог опсега цеви, распореда постројења и навика руковаоца—јер стварни успех производње зависи од тога како машина понаша се на вашем поду, а не у брошури.
Када се купци фокусирају само на максималну брзину, често то плаћају касније у отпаду и застоју. Уместо тога, процените карактеристике које дају излаз поновљив и лак за контролу. Ево шта обично даје највећи утицај:
Користан начин за упоређивање опција је превођење функција у пословне резултате: мање притужби купаца, мање отпада, брже промене, и лакши тренинг. Ако добављач може да објасни како њихов дизајн смањује те ризике, вероватно разуме стварну производњу.
Чак и јака машина за папирне цеви не може заувек да се „бори“ са нестабилним улазима. Најбржи пут до конзистентних цеви је стандардизација основа: папир, лепак, подешавања намотавања и подешавања сечења. Ево практичног приступа који можете брзо применити.
Ако желите једноставан начин размишљања: немојте јурити недостатке на крају. Ухватите дрифт рано уз мале провере и доследне рецепте. То је оно што претвара израду цеви од „талената оператера“ у скалабилан процес.

Већина изненадних кварова у производњи нису случајни – они су одложене последице малих занемарених проблема. Кратко, доследно одржавање рутина често надмашује „дане великих поправки“ који долазе након што је квалитет већ опао.
Такође: водите једноставан дневник. Када се појави квар, забележите датум, тип цеви, шаржу папира, подешавање лепка, брзину и ко је био у смени. Обрасци постају видљиви брже него што бисте очекивали - а ти обрасци су начин на који поправљате основне узроке уместо да понављате хитне случајеве.
Ако имате посла са нестабилним димензијама цеви, проблемима са лепљењем или застојима који вам стално изједају маргине, немојте само „подешавати јаче“. Дефинишите свој опсег цеви, закључајте рецепте за процес и изаберите опрему која оператерима олакшава доследност – у свакој смени, не само на добар дан.
Желите да ускладите конфигурацију машине за папирне цеви са вашим тачним величинама цеви, материјалима и циљевима производње? Досегните доВензхоу Феихуа Принтинг Мацхинери Цо., Лтд.и контактирајте насда разговарате о вашим захтевима и добијете практичне препоруке за чистију, доследнију производну линију.











