
Језик

Брзи за понети:
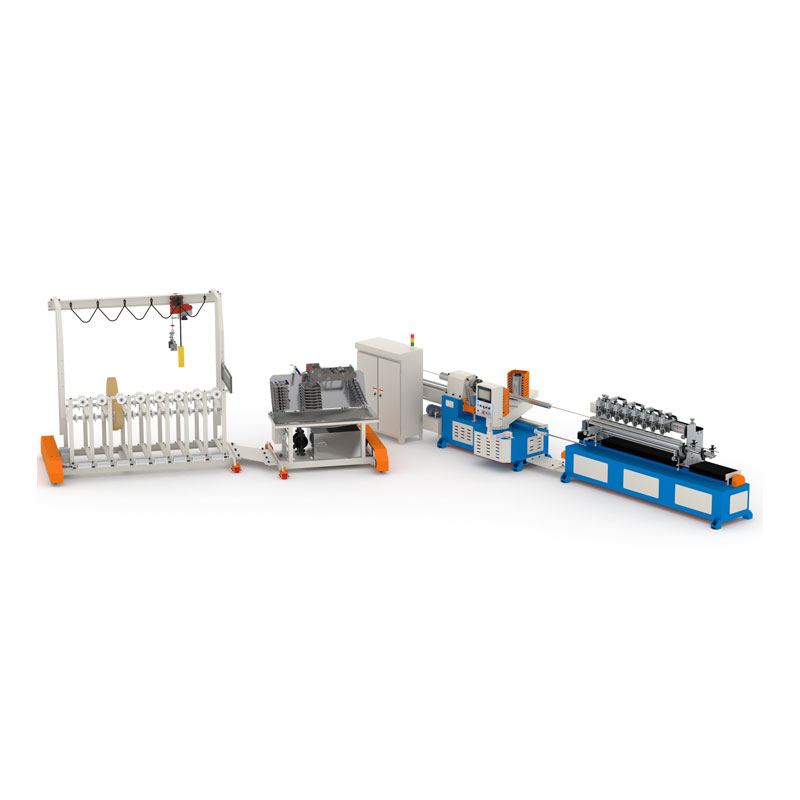
Куповина аМашина за папирне цевиизгледа једноставно све док права производња не почне: једне недеље јурите померање пречника, а следеће сте чишћење накупљања лепка, а затим се купци жале на мекана језгра или неравне крајеве. Овај чланак је написан за тимове набавке, власнике фабрика, и инжењери којима је потребан јасан пут са ниским ризиком за избор и пуштање у рад машине која даје стабилан учинак, предвидљиве оперативне трошкове, и лакшу обуку оператера.
Раставићемо кораке производње који заправо стварају (или уништавају) квалитет цеви, спецификације које су најважније и матрицу одлука можете да користите за усклађивање апликација—текстилна језгра, језгра за намотавање филма, цеви за лименке од папира и индустријске заштитне цеви— са правом машином конфигурацију. Такође ћете пронаћи контролну листу прихватања, план одржавања који спречава „тајно застоје“ и практична честа питања на крају.
Већина купаца почиње упоређивањем брзине, опсега пречника и цене. Те бројке су важне — али ретко објашњавају зашто две фабрике са „сличне машине“ завршавају са потпуно другачијим исходима. Према нашем искуству, прави проблеми се појављују у свакодневној производњи:
Промена размишљања купаца:Не питајте „Која је максимална брзина?“ прво. Питајте „Шта мора остати стабилно да би моји клијенти прихватили епрувету сваки пут?“ АМашина за папирне цевије машина за стабилност прерушена у машину за брзину.
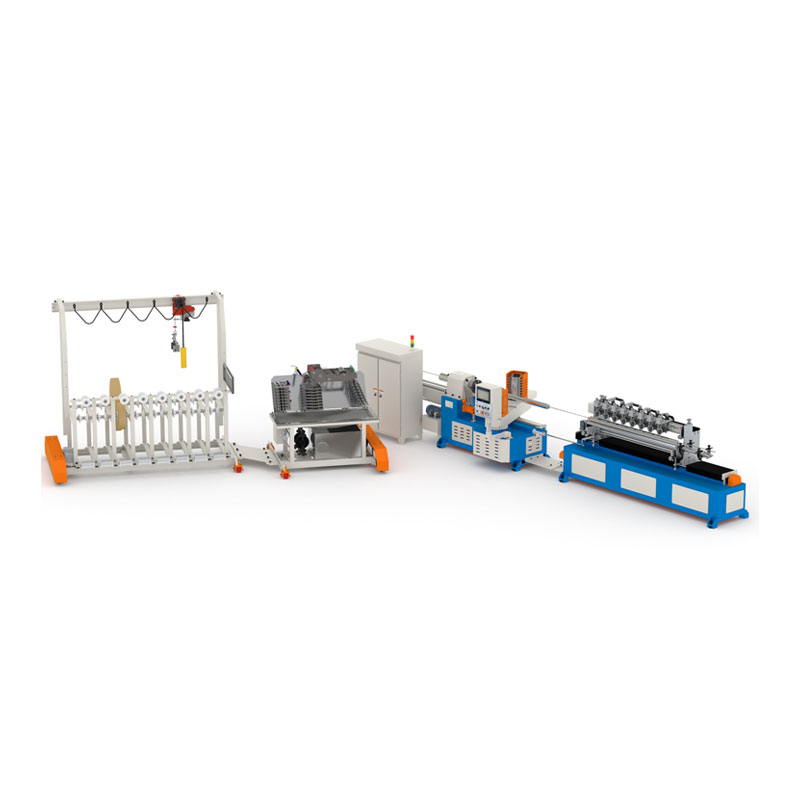
Без обзира да ли производите дебела језгра за тапете, текстилна језгра, језгра за намотавање филма или композитне цеви за лименке од папира, основни процес је сличан: увлачење папира, наношење лепка, спирално намотавање око трна, сечење на дужину и очвршћавање/завршна обрада. Разлика између "у реду" а „поуздана“ је контрола у четири кључне тачке.
1) Додавање папира и напетост слоја
Више слојева звуче једноставно док напетост не варира. Ако се један слој наноси мало лабавије, можете добити овалност, слабе зоне везивања или површину таласање. Потражите стабилно одмотавање, корекцију поравнања и поновљиву контролу затезања—посебно ако покрећете широке ролне или мењате класе папира.
2) Конзистенција наношења лепка
Лепак је често главни покретач отпада и застоја у чишћењу. Премало лепка ствара деламинацију под оптерећењем; превише лепка се повећава цена, неред и време лечења. Практична питања која треба поставити:
3) Геометрија намотаја и стабилност трна
Угао намотаја, крутост трна и механичко поравнање одређују да ли ИД/ОД цеви остаје унутар толеранције током дужег периода. Ако су вашим купцима потребна језгра која се чврсто уклапају, чак и мали помаци постају скупи.
4) Квалитет сечења и контрола прашине
Резање је место где „брзо“ постаје „ризично“. Лоше сечење производи неравнине, прашину или неравне крајеве—посебно на дебљим цевима. Ако шаљете у индустрије које директно рукују готовом робом (паковање или апликације за потрошаче), чисти резови су важни.
Када се пореди аМашина за папирне цеви, фокусирајте се на спецификације које су директно повезане са вашим болним тачкама. Табела у наставку је практична контролна листа — користите је да структурирате дискусије са добављачима и избегнете нејасна обећања.
| Шта проценити | Зашто је важно | Шта тражити (на основу доказа) |
|---|---|---|
| Опсег ИД/ОД цеви и опсег дебљине зида | Дефинише могућности вашег производа и циљна тржишта | Епрувете за узорке минималних/средњих/максималних величина са методом мерења и толеранцијом |
| Могућност слојева и компатибилност са папиром | Чврстоћа и крутост зависе од слојева и квалитета папира | Покрените свој стварни рад (или сличан еквивалент) током непрекидног пробног периода |
| Начин резања и стабилност реза | Одређује крајњи квалитет, прашину и стопу одбијања | Проверите поновљивост лица реза, нивоа ивица и дужине при брзини производње |
| Време промене (дужина/пречник) | Производња високе мешавине може изгубити сате недељно | Демонстрација временске промене са типичним мењачем производа |
| Систем управљања и интерфејс оператера | Смањује зависност од оператера и време обуке | Прикажи рецепте параметара, евиденције аларма и радни ток корак по корак |
| Дизајн одржавања | Спречава „невидљиво застоје“ од накупљања лепка и хабајућих делова | Листа резервних делова, препоручени сервисни интервали и приступне тачке за чишћење |
| Комуналне услуге и отисак | Ограничења снаге и простора могу ограничити стварну пропусност | Распоред инсталације, захтеви за напајање и препоручени радни простор |
Практично правило:Ако добављач не може да покаже стабилност са стварним узорцима и поновљивим тестом, купујете ризик - не опрему.
Нису све цеви једнаке. Машина која добро ради за лагане цеви за паковање може имати проблема са дебелим индустријским језгром. Користите ову матрицу као почетну тачку за усклађивање апликација са могућностима машине.
| Апликација | Типичан приоритет купца | Препоручени фокус машине | Уобичајени неуспех у избегавању |
|---|---|---|---|
| Језгра од текстила / тканине | Снага + равност | Стабилна напетост намотаја, конзистентна дебљина зида, поуздано сечење | Мекана језгра која се деформишу под тешким ролнама |
| Језгра за намотавање филма / тепиха | Димензиона стабилност | Чврстост трна, чврста контрола толеранције, чисти исечени крајеви | Овалне цеви узрокују проблеме при постављању опреме за намотавање |
| Композитне папирне цеви за конзерве | Завршна обрада + лепљење | Уједначено наношење лепка, стабилно лепљење слоја, глаткије опције завршне обраде | Деламинација или видљиви трагови лепка |
| Индустријске заштитне цеви / општа амбалажа | Ефикасност трошкова | Искоришћеност материјала, брза промена, лак приступ одржавању | Велики остаци услед нестабилности лепка и хабања резача |
| Језгра са дебелим зидовима (тешка оптерећења) | Носивост | Могућност веће дебљине зида, робустан погонски систем, стабилно сечење | Вишак прашине/неравнине и недоследне челне стране |
A Машина за папирне цевикуповина постаје стресна када је прихватање засновано на „изгледа добро“. Желите мерљив план. Испод је контролна листа за пуштање у рад коју можете прилагодити за своју фабрику.
Тест прихватања (пре испоруке или на лицу места)
Основе инсталације на лицу места
Савет: Ако не можете јасно да дефинишете мере прихватања, касније не можете поштено да управљате споровима о квалитету. Мерљив план штити и купца и добављача.
Цена машине је само једна линија буџета. Прави трошак је оно што плаћате сваког месеца као отпад од папира, лепак, радно време, и пошиљке враћају. Ево четири покретача РОИ које бисте требали квантификовати:
Једноставан мисаони експеримент повраћаја улагања:
Ако побољшана стабилност штеди само мали проценат материјала и неколико сати недељно,
повраћај може бити бржи од очекиваног—посебно за фабрике са великим бројем поруџбина.
Избор аМашина за папирне цевине ради се само о хардверу. Такође се ради о томе колико добро добављач може да води пројекат спецификација за стабилну производњу. АтВензхоу Феихуа Принтинг Мацхинери Цо., Лтд., подстичемо купце да третирају куповину као одлука о производном систему — материјали, контрола процеса, рутина оператера и подршка након продаје утичу на дугорочне перформансе.
Најефикаснији пројекти обично прате јасан пут:
П1: Шта треба да обезбедим добављачу да бих добио тачну препоруку машине за папирне цеви?
Поделите опсег ИД/ОД цеви, дебљину зида, опсег дужине, типове папира (грамажу и премаз), тип лепка, дневни циљ и индустрије служиш. Ако имате „златни узорак“ епрувете, поделите фотографије и мерења. Што је јаснији ваш захтев, то је мање изненађења након инсталације.
П2: Моје струјне цеви се понекад раслојавају. Да ли је то увек проблем са лепком?
Не увек. Деламинација може бити последица недоследности лепка, али и влаге папира, лоше равнотеже напетости између слојева или недовољне време очвршћавања. Структурирани приступ решавању проблема прво проверава премаз лепка, затим варијабилност папира, затим напетост и поравнање намотаја.
П3: Који је најчешћи разлог због којег нова машина за папирне цеви не ради после првог месеца?
Најчешћи разлог је изостанак рутина: оператери се удаљавају од стандардних подешавања, чишћење се прескаче под временским притиском, а серије папира мењати без прилагођавања. Кратка дневна контролна листа (провере покретања, мерење у процесу, чишћење станице за лепљење) спречава ово.
П4: Да ли су ми потребне потпуно аутоматске контроле за малу фабрику?
Ако је ваш микс производа стабилан и имате искусне оператере, једноставнија контрола може да функционише. Али ако често мењате величине, покрените вишеструко смене, или желите бржу обуку, боља аутоматизација се често исплати смањењем отпада и зависности од оператера.
П5: Који тест прихватања је „фер“ за обе стране?
Поштени тест користи договорене материјале, траје довољно дуго да открије стварно понашање и мери излаз користећи заједничку методу. на тај начин, квалитетне дискусије остају чињеничне, а не субјективне.
ПравоМашина за папирне цевије онај који одржава ваше епрувете доследним - не само првог дана, већ и после месеци стварног производња са стварним партијама папира, стварним оператерима и стварним притиском наруџбине. Ако процените контролне тачке (напетост, лепак, поравнање намотаја, и сечење) и инсистирајте на мерљивом плану прихватања, драматично смањујете ризик и штитите своје марже.
Ако планирате нову линију цеви или надоградите стару, реците нам своје спецификације цеви и дневни циљ. Помоћи ћемо вам да мапирате праву конфигурацију и план прихватања који можете да примените - онда можетеконтактирајте насда добијете предлог по мери.











